微胞發泡工藝
Microcellular Foam Process
陳幸郎博士
新端實業有限公司 協理
中山大學化學研究所
傳統發泡技術是加入粉末狀、液體狀或粒狀色母的化學發泡劑(Chemical Blowing Agents, CBAs),使其在反應溫度下產生氣體。這種方法會製造出較大及不均勻的泡孔,因此機械性能較差,產品也較易變脆,所以需要較厚的成品設計,以確保泡孔留滯與埋藏於注塑件內,也由於此技術在控制發泡劑用量及氣體釋出程度的潛在困難,致使產品品質整體上有較不平均並具較大泡孔的情況。因應市場需求,1984年美國麻省理工學院(MIT)機械系Nam Suh教授開發了新的泡沫注塑成型技術,以一次性的加工工法,產出直徑只有10微米的微胞,惟尚未發展出連續性的加工步驟。1995年該校獨家全球授權美國Trexel. Inc™公司將技術商品化,開發連續性的加工工序,稱為MuCell技術,可生產直徑5至100微米的泡孔塑膠產品,於是一套商業化的擠壓成型、吹塑成型及注塑成型的工法正式上市,相關製造產品也逐漸遍及全世界各行各業。
微胞泡沫注塑技術原理大致可分為溶解氣體、結核、泡孔擴大、及定型等四個基本步驟,概述說明如后:
一、溶解氣體
將超臨界狀態下的氣體(如CO2及N2)轉換成流體後,注入押出機炮筒內的塑膠熔體中,使形成單相塑料。超臨界流體(Supercritical Fluid, SCF)是指氣態物質超過臨界溫度及臨界壓力以上,會達到一個均勻相之流體(常用氣體臨界點如表一),物質在該特定的溫度和壓力的條件下,除了擁有氣體的特性外,亦同時具有液體的特質,可以像氣體一樣發生瀉流,而又兼具液體的流動性,所以其擴散滲透能力甚強,因此有極強的溶解能力,使SCF與塑料互溶,形成單相。過程如圖一所示,當SCF的含量低於塑料的飽和點時,就可產生單相混合體,而融熔塑料吸收SCF的比率,會隨著壓力的增大而增加,隨填充物含量增多而增加,及隨溫度下降而增加。
表一、常用氣體臨界點


圖一、超臨界流體與塑料混成單相流程
二、結核
由於SCF注入塑料熔體後,會一起在螺桿凹槽混練,SCF藉自身高擴散能力,會形成大量的結核點,比傳統加工工法還多,並會均勻分布於塑體內,氣泡隨之在這些點生長擴大,而壓力的變化幅度是控制氣泡結核的重要因素。在實際情況下,結核過程是在押出機的炮筒內開始,壓力下降速度越快,結核點會越多,射出時間越短,結核的分佈會越均勻。
三、泡孔擴大
泡孔的擴大是由於SCF在結核點轉換為氣體所致,其生長速度可藉機器設定參數控制,包括壓力和溫度等因素,當控制條件回到臨界點以下,泡孔會逐漸擴大,而且在結核點形成後,立刻開始。實際上,條件控制得好的話,泡孔擴大在射出或押出階段才會開始,不斷成長,直到冷卻階段結束,才會停止。
四、定型
當塑料射入模內,泡孔膨脹時,塑料便會填滿整個模室,在泡孔不斷生長下,最終熔料會與溫度較低的模具表面接觸,形成預先設計的外形結構。當熔料開始凝固,變得較為堅硬時,塑體便可壓制泡孔內的氣體壓力,此時泡孔的成長時期即告終止。
微胞發泡這種工藝,所使用的押出(或射出)機設備,必須配合上述微胞發泡步驟的要求(如圖二),將下述各項功能設計進去,才能達到微胞發泡的目的:
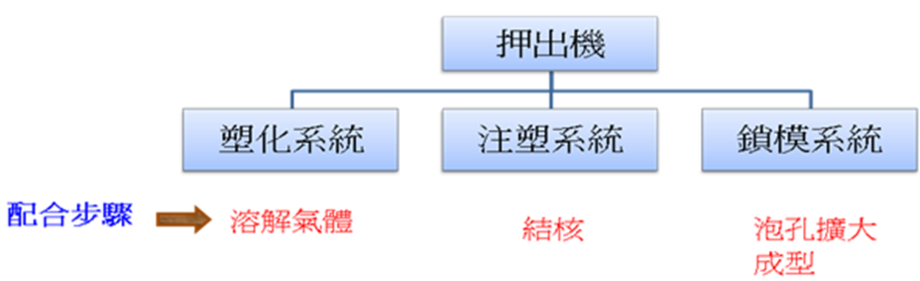
圖二、壓出設備配合微胞發泡架構圖
(一) 塑化系統
氣體設備必須能將氣體轉換成SCF,並能均勻地注入塑料熔體內,根據SCF的物理特性,要在較高溫及高壓的狀態下,才可使SCF快速滲入塑料熔體內,讓SCF與塑料熔體均勻混練在一起,所以系統也必須能提供及維持形成單相混合塑體所需的壓力。
(二)注塑系統
一種液壓系統,可提供高的注射速度,以配合所需的壓力下降速度及較短的注塑時間,所以機器必須是可控制速度的可調式設計。
(三)鎖模系統
必須保持最小的鎖模力,以控制泡孔的擴大及定型時的需求,還要確保有效的冷卻效果,並可提供快速模具移位的設計。
相對於傳統技術而言,這種微發泡技術,所能達到發泡產品潛在的改善誘因,整理說明如后:
一、降低產品重量
因塑件內微胞的形成,導致成品重量明顯減少,因應不同的物料、產品及模具設計,減少幅度可高達60%,且因均勻單一相的形成,產生的均質結核,致使超薄件發泡也可成功成型,而且理論上可適用於所有塑料。
二、縮短注塑時間
根據經驗,理想狀況下,可明顯縮短押出全程時間達50%,原因包括:
1. 成長中的泡孔氣體壓力代替保壓,免去原來增壓所需的時間。
2. 結核和泡孔的生長是吸收熱能的化學反應,所以模室內會吸收熱能,塑料需要被冷卻的時間會減少。
3. 泡孔分佈平均,會改善了產品的尺寸穩定性,所以注塑件所需的冷卻時間可縮短。
4. 混和超臨界流體的塑料黏度較低,會降低剪切熱力,可縮短冷卻時間。
三、節省使用電力
在塑料熔體內混入超臨界流體,可大幅減少塑料的黏度約達50%,會使得所需的注塑壓力明顯減少約50%,所需鎖模力亦可明顯下降約60%,熔料溫度及模溫亦隨之大幅減少,這些因素都有助於大量減少電力的耗用。
四、消除凹痕和屈曲變形
因為均勻膨脹的泡孔內壓力,平衡了塑料的收縮性,所以因塑料不平均收縮而引起的凹痕可被消除,還有因塑料黏度下降,改善了塑料的流動,所需的注塑壓力也會減少,這些因素使得成型塑件內的微觀分子,不會有高度的整齊排列,而導致應力過大情形,所以會減少或消除屈曲變形的問題。
微胞發泡產品的表面品質,看起來會較不如傳統的射出產品,其表面會有一些氣紋,但可配合一些方法解決。首先提到的是採用氣體負壓技術,在注入塑料前,將氮氣注入模室,精確控制一定的壓力,塑料在模室有壓力下注入,模內的壓力會使與超臨界流體融合的流動塑料前端峰面維持在單相狀態,如此可防止在模內表面與塑料間釋出氣體,造成表面產生氣痕的情形;再來是配合夾層注塑技術,製造外層實心、內層發泡的射出產品,產出表面平滑的高品質發泡產品;另外有一種模內裝潢技術,利用裝飾層遮蓋粗糙表層,採用低壓及低的熔膠溫度,減少破壞裝飾薄膜,以確保裝飾料所要達到的注塑件品質。
目前微胞發泡應用上,大致上以配合汽車、儀器設備、電器及電子產品為主,使用相關產製零件後,可強化零件的抗衝擊及耐疲勞性,減輕產品的重量,增長產品的使用壽限,對形狀結構複雜的產品設計,如厚度變化大的產品,皆可利用此技術生產,所以應用微胞技術創新產品的前景相當看好,值得業界關心與注意。
