淺談物理發泡押出
On ThePhysical FoamingExtrusion
陳幸郎博士
新端實業有限公司 協理
中山大學化學研究所
一般使用於低密度塑膠發泡的製品,以利用物理方法使塑料發泡為主,常用的方法有三種:
一、將惰性氣體加壓充填入塑料熔體中,經過減壓釋出,使在製品中形成氣孔而發泡。
二、將低沸點液體混入塑料熔體中,利用高溫轉換為氣態,產生氣泡,且能均勻散佈於熔體。
三、於塑料中加入空心球,形成發泡體。
其中第一種發泡押出方法,普遍為業界所使用,在這裡做簡單介紹與說明。
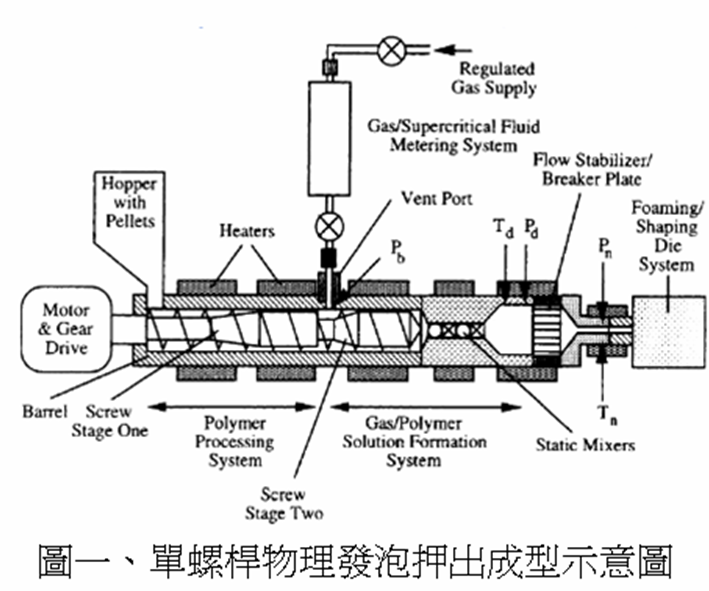
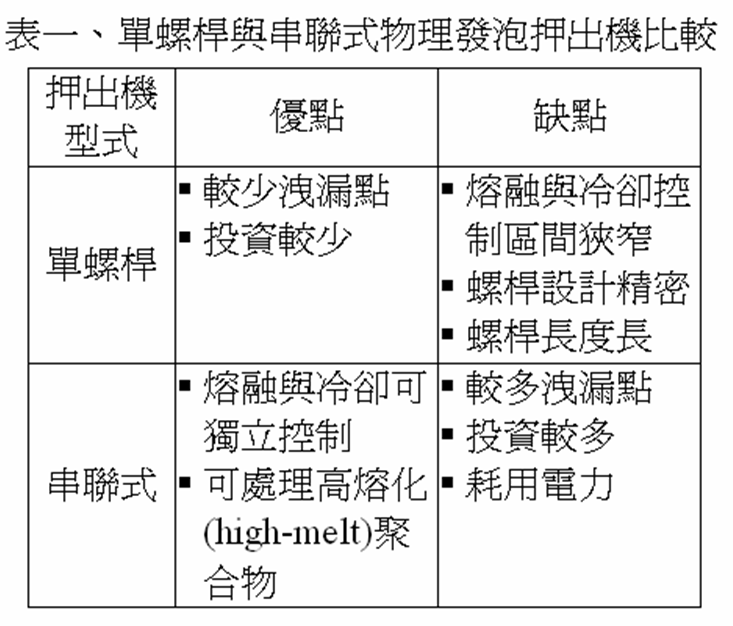
物理發泡顧名思義是指,押出發泡過程無發生化學反應,所以無分解物殘留,較為乾淨,對發泡塑膠性能的影響不大,只是要得到發泡良好的製品,需要專用的押出機以及輔助設備,技術難度較大,但不外乎幾個步驟,包括塑料加熱熔融、物理發泡劑注入、冷卻及發泡定型。當氣體被打入押出機,經與押出機內的塑料混練,其熔融黏度會下降,這時塑料必須降溫,以增強熔融強度,否則氣體會跑出塑料,發泡結構會瓦解。使用單螺桿押出機(Long Single Extrusion)製程,一般會設計成兩階段,第一階段是聚合物進料熔融處理過程,在中段上方設計氣體壓入口,利用高壓將氣體以幫浦打入押出機,隨後在第二階段形成氣體/聚合物熔體,如圖一所示。也可以用串連式押出機(Tandem Extrusion),如圖二,都可以達到物理發泡押出製品的目的。兩種押出機各有其優缺點,比較分析如表一。

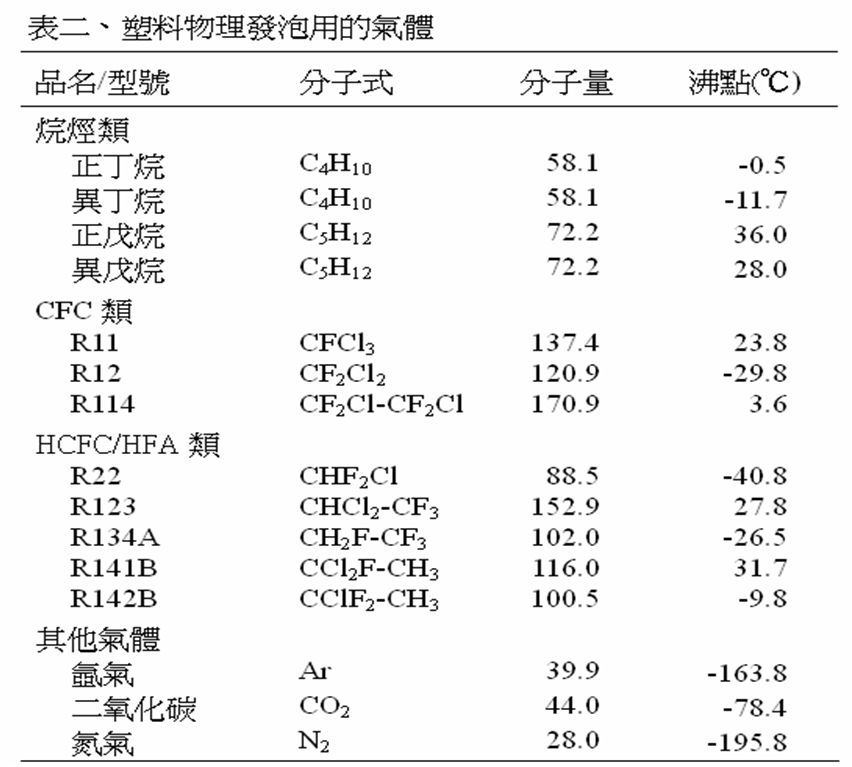
物理發泡使用的氣體,依J. Murphy編輯的「Additives for Plastics Handbook」所述,主要包括烷烴類(alkane group)、氯氟碳(chlorofluorocarbon, CFC)化合物、氫-氯氟碳/氟氯烴(hydro-chlorofluorocarbon/hydrofluoro alkane, HCFC/HFA)化合物、及其它惰性的氣體,如表二。因為CFC會破壞臭氧層,而烷烴類易產生爆炸,所以相形之下,CO2及N2較安定,已逐漸成為主流,尤其利用超臨界CO2發泡技術,如雨後春筍,正蓬勃發展中;也由於物理發泡法使用的物理發泡劑成本較低,尤其是二氧化碳和氮氣,雖然其溶解度低,對加工技術的要求高,但是同時具備眾多優勢,包括其適用性較不受限製、不可燃、無氣味、無污染,也由於是從大氣獲得,所以不會增加全球暖化的壓力,並且符合加工時無毒的焦點,這些氣體用於高密度泡沫生產時,僅需非常低的濃度即可,對以往大量採用化學發泡劑業者而言,相對可降低成本壓力,因此在高密度泡沫的使用領域也日益增多,究其原因,與其說是技術必要性,不如說是節省成本。目前,在生產應用中,可對傳統烷烴類生產的硬體設備進行改造,轉換使用CO2氣體作為發泡劑,生產物理發泡製品。
從上述的說明,可知物理發泡押出是在塑料押出過程中,利用輔助設備注入氣體或液態氣體來呈現發泡,因為採用不產生化學反應的氣體作為發泡劑,所以可消除化學發泡劑產生殘餘物或水份的缺點,且易於製得氣泡孔徑微細(可達20µm)及發泡均勻的製品。物理發泡使用的材料包括塑料、發泡劑和成核劑等,進行物理發泡時,塑料應先與成核劑混合,接著把氣體或液體發泡劑注入熔融的塑料中,再使其從熔解狀態析出,隨後在押出過程中,藉著成核劑發生核化,使熔體不斷產生凝聚中心與氣泡,經適度的氣泡成長後,即可製得發泡製品,成核劑的功能就在使氣泡的大小及分布變得均勻。
