發泡押出工藝
Works With Foam Extrusion
陳幸郎博士
新端實業有限公司 協理
中山大學化學研究所
發泡押出產品在押出過程,氣泡的形成是非常重要的階段,影響因素包括熔體的黏性、彈性、氣泡的蒸氣壓、以及氣泡與熔體的透氣性、發泡劑與熔體的溶解度等。無論是化學或物理性發泡劑,當熔體流出押出機之前,發泡劑產生的氣體會一直溶解在熔體中,而且是呈現過飽和狀態,一旦離開押出機,出口處的壓力降,會使氣體與熔體分離,如汽水瓶蓋被打開一般,氣體會迅速形成無數氣泡。這些氣泡會逐漸成長,直到氣泡的氣壓與氣泡壁的表面張力達成平衡,當然,這與氣泡的氣體濃度及熔體黏度之間有相互的關係;氣泡在達到平衡時,平衡的時間很短,必須儘快固化,否則很快又會失去平衡,氣泡會繼續膨漲而破裂。
一般常用冷水,快速冷卻押出製品,使氣泡結構安定化,在冷卻初期及硬化過程,就會決定其表面狀態,如光滑、粗超程度等,而冷卻過程中,製品形狀必須靠各種成型裝置呈現,製品質地(包括密度及結構)的調整,則可藉由發泡配方、模具設計及押出機操作條件的設定來達成。
在發泡劑的選擇上,若產品設計為中、高發泡倍率,如此低密度的製品,應以選用物理發泡劑為主;反之,產品若設計為低發泡倍率製品,則建議選用化學發泡劑,其中高、中、低發泡倍率的區分是指,發泡產品比重分別小於0.1、0.1至0.4、及大於0.4者,而發泡結構也區分為,閉孔式發泡結構與開孔式發泡結構,前者是指形成的氣泡是分開的,彼此的氣體無法流通;後者是指氣泡相通,氣體可在彼此氣泡間自由流動。另發泡押出成型,普遍包括四種方法:1.利用含浸氣體顆粒混入熔體、2.熔體混入化學發泡劑、3.將高壓氣體壓入押出機與熔體混練、4.押出成型後再進行發泡。新端公司是採用第2種方法產生閉孔發泡結構的產品。
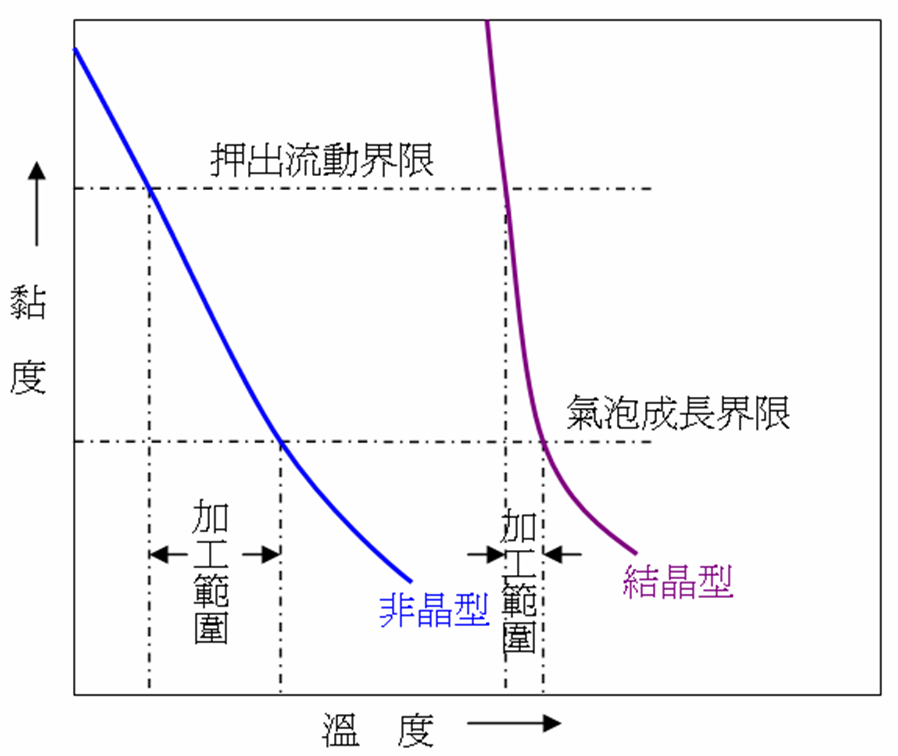
圖一、結晶型與非晶型塑料的發泡押出加工溫度範圍示意圖
每種塑膠材料熔融後的可加工黏度範圍都不一樣,當氣泡擴張膨漲速度愈快,氣泡能夠穩定的時間愈短,這時黏度的控制極為重要,太高則無法發泡與流動,太低則氣體會從塑料一出而破泡,這種情形以結晶性高的塑膠最為明顯,例如PP或HDPE的加工窗(operating or processing window)就非常窄,如圖一,非結晶型(amorphous)的溫度加工範圍就比結晶型(crystalline)大很多,所以用於發泡押出加工材料的選擇,應以材料的流動性及黏性為依據,而一些結晶型塑料為了達到低密度高發泡倍率的效果,除了使用物理發泡押出加工外,亦可以添加架橋劑,來擴大加工溫度範圍,達到最佳發泡目的。
工廠在選擇安裝發泡押出機時,必須注意「壓縮比(compression ratio)不要太高」,溫度也必須能準確控制,入料口要能保持低溫。所謂壓縮比,簡單的說,是押出機進料段的螺溝容積比計量段的螺溝容積,一般約在3~4之間,視塑料進料時的假比重而定,各種塑料形狀與假比重的關係,如表一。壓縮比的功能是將塑料在假比重狀態下,熔融加壓成真比重狀態,所以壓縮比的設計,必須大於塑料的假比重與真比重之比,計算公式如下:

A:螺桿壓縮比 Hf:進料段的螺桿溝深 Hm:計量段的螺桿溝深 D:螺桿外徑
而理想的操作狀況是能將塑料儘速熔融,並將發泡劑產生的氣體保持溶於熔體之中,當塑料出模口後,即能適度發泡。
表一、各種塑料形狀之假比重
由於塑膠熔體的流動行為對發泡成型過程的影響很大,所以研究塑膠聚合物的流變行為,可選擇較好的塑膠成型方法。1971年,研究人員發現,聚合物熔體若存在氣體時,黏度會下降。他們是用LDPE及HDPE添加化學發泡劑,在毛細管流變儀所做的實驗,發現添加0.5%的發泡劑,產生的氣體會溶解於熔體中,熔體黏度會下降約20%,這可能是因為熔體的自由體積增加的結果。因此,在發泡成型過程中,含有氣體的熔體聚合物,由於黏度低、流動性好,所以可在較低的溫度下押出發泡成型。在實際製程中,押出機出口模頭溫度可降得比較低,就是這個原因。 生產線製程的操作條件,當然也會影響發泡押出加工,如果押出速度低,愈靠近模具發泡,發泡表面就會呈現較粗糙狀;押出速度高,離模具愈遠發泡,可以得到較光亮的發泡表面。另外,塑料在押出機內的滯留時間愈長,料溫就愈高,氣泡會較大,所以如果溫度設定較高,相同道理,會產生氣泡大的不良品。
